Modelele de presa de atelier hidraulica din clasa HWP sunt proiectate pentru a realiza operatiuni de indoire si indreptare a grinzilor, pivotilor, profilelor, axelor, asamblare a rulmentilor, bucselor si pivotilor, stantare, perforare si realizarea diferitelor forme din material.
Presa de atelier, model HWP 100, poate fi utilizata in ateliere de reparatii, atelierele de lucru, etc. Pentru a utiliza mai multe optiuni, masina poate fi echipata cu instrumente speciale precum blocuri in V sau mese interioare.
Pornire initiala presa de atelier
Pentru pornirea initiala a presei verificati daca:
- Presa este instalata corect.
- Tancul de ulei este umplut peste nivelul minim.
- Clemele furtunelor hidraulice sunt stranse corespunzator de cinlindru si unitatea hidraulica.
- Masina a fost conectata corespunzator la reteaua de alimentare cu energie electrica.
Evacuarea aerului la presa de atelier
Atunci cand porniti presa pentru prima oara sau cand furtunurile hidraulice au fost deconectate este necesara eliminarea aerului, astfel:
- Porniti cu pistonul in pozitia superioara (pozitia in care este livrata presa).
- Verificati sa nu existe piese de prelucrat pe masa.
- Porniti unitatea hidraulica.
- Mutati pistonul pana in pozitia cea mai de jos actionand valva de control directional.
- Mutati inapoi pistonul in pozitia cea mai de sus actionand valva de control directional.
- Repetati ciclul cel putin de 6 ori pentru a va asigura ca aerul a fost eliminat.
Atentie! Evacuarea incorecta a aerului va cauza miscari neasteptate ale pistonului si functionarea necorespunzatoare a presei.
Evacuarea aerului din pompa manuala la presa de atelier
Atunci cand porniti presa pentru prima oara sau cand cand au fost realizate lucrari de intretinere a presei este necesara eliminarea aerului din pompa manuala, astfel:
- Porniti cu pistonul in pozitia superioara (pozitia in care este livrata presa).
- Verificati sa nu existe piese de prelucrat pe masa.
- Opriti unitatea hidraulica apasand butonul rosu al switch-ului ON/OFF.
- Setati valva de control directional in partea inferioara.
- Incepeti sa pompati cu ajutorul parghiei pana cand pistonul ajunge in pozitia cea mai de jos.
- Setati valva de control directional in partea superioara.
- Incepeti sa pompati cu ajutorul parghiei pana cand pistonul ajunge in pozitia cea mai de sus.
- Repetati ciclul cel putin de 3 ori pentru a va asigura ca aerul a fost eliminat din pompa manuala.
Atentie! Evacuarea incorecta a aerului va cauza miscari neasteptate ale pistonului si functionarea necorespunzatoare a presei.
Deplasarea cilindrului la presa de atelier
Toate presele cu exceptia modelului de 30 T sunt echipate cu cilindru mobil care face posibila alinierea perfecta a cilindrului cu piesa de prelucrat.
Pentru a deplasa cilindrul se procedeaza la:
- Se desfac cele 2 parghii (sau 4 parghii pentru modelele de 160 T sau 200 T) prin rotirea in sensul acelor de ceasornic. Este suficient daca se realizeaza doua rotatii complete a acestora. Nu le desfaceti complet.
- Mutati cilindrul in standa sau drepta cu ajutorul manerului.
- Strangeti parghiile atunci cand cilindrul este in pozitia corecta. Strangerea manuala este suficienta, nu utilizati chei sau forta exagerata pentru strangerea parghiilor.
- Atunci cand aplicatia a fost finalizata, pozitionati cilindrul in centrul presei.
Sfat: lucrul cu cilindrul partea stanga sau dreapta a presei va scurta perioada acesteia de viata. Este preferabil sa se lucreze cu clindrul pozitionat pe centrul presei.
Pozitionarea mesei la presa de atelier
Nota: Niciodata nu incercati sa ridicati masa cu o piesa de prelucrat pe aceasta deorece piesa poate cadea.
Ridicarea mesei poate fi realizata cu ajutorul cilindrului hidraulic. In acest scop, presa este livrata cu lant pentru ridicare. Pentru pozitionarea mesei intr-o anumita pozitie se procedeasa astfel:
- Incepeti cu pistonul pozitionat la mijlocul cursei avans atfel atat posibilitatea coborarii acestuia, cat si a urcarii lui.
- Pozitionati lantul de ridicare pe piston ca in fig. 18.
- Plasati capetele lantului in carligele axelor exetrioare ale mesei ca in fig.19. lantul nu trebuie sa fie prea slab.

- Verificati ca carligele sa fie situate la aproximativ jumatatea distantei dintre axe. Acestea pot fi mutate usor cu mana.
- Mutati pistonul cilindrului in sus cu viteza redusa. Masa se va ridica de pe bolturile de fixare.
- Scoateti bolturile de fixare ale mesei si pozitionati-le intr-o pozitie inferioara sau superioara. Masa trebuie sa fie intotdeauna mai sus decat bolturile de fixare. Poate fi necesara realizarea mai multor etape pentru pozitionarea mesei.
- Atunci cand bolturile de fixare sunt pozitionate corect, blocatile cu inele ca in fig. 20.
- Coborati masa pana cand ajunge pe bolturi si inele.
- Indepartati lantul de ridicare din zona de lucru.
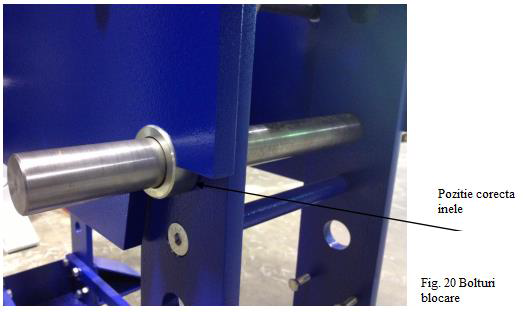
Nota: verificati ca bolturile de fixare sa fie pozitionate corect. Pozitionarea incorecta a acestora sau a inelelor poate conduce la deplasarea mesei si aparitia riscului de avariere a masinii sau accidentare a operatorului.
Utilizarea uzuala la presa de atelier
Pozitionati piesa de prelucrat pe masa astfel incat sa fie aliniata cu capatul pistonului. Daca acest lucru nu este posibil, repozitionati cilindrul.
Aveti grija in timpul operarii deoarece piesele de prelucrat pot fi aruncate, rupte sau deformate ca rezultat a fortei aplicate. In acest caz, un dispozitiv de protectie trebuie sa fie instalat de jur imprejurul presei sau operatorul trebuie sa stea la o distanta sigura de zona de pericol.
Dupa plasarea corecta a piesei de prelucrat, poate fi aplicata forta asupra acesteia.
Atentie! Purtati intotdeauna ochelari de protectie, si haine mulate pentru a evita riscurile de accidentare.
Nota: miscarea pistonului in sus este permisa doar pentru ajustarea mesei sau intoarcerea pistonului in pozitia de start. Orice alta utilizare a pistonului (de exemplu, intindere) poate rezulta in defectarea presei.
Atunci cand operatiunea de presare a fost finalizata:
- Aduceti pistonul in pozitia superioara.
- Pozitionati cilindrul in centrul cadrului.
- Opriti unitatea hidraulica.
- Curatati zona de lucru si masina.
Timpi de lucru la presa de atelier
Presa de atelier (modelul HWP 100) nu este destinata utilizarii continue:
- Intensitate maxima cicluri pe minut 2.
- Maxim 10 minute lucru cu capacitate maxima.
Nota: Neobservarea perioadei de lucru poate conduce la incazirea uleiului hidraulic si a unitatii hidraulice.
