Roata englezeasca este un instrument de prelucrat metale care permite mestesugarilor sa formeze indoituri duble sau complexe din placi din metale cum ar fi aluminiu sau otel.
Constructie roata englezeasca
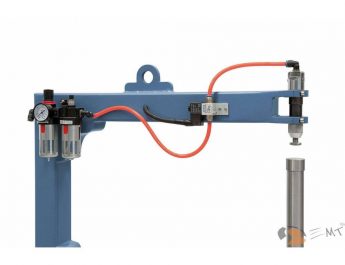
Masina are structura in forma de litera C. La capetele literei C, sunt doua roti. Roata de sus se numeste roata superioara si cea de jos roata inferioara. Roata inferioara are de obicei o raza mai mica decat roata superioara. Cu toate ca exista masini mai mari, roata superioara are de obicei 8 cm (3 inch) latime sau mai putin si are de cele mai multe ori diametrul de 25 cm (9 inch) sau mai putin. Roata de superioara este plata in sectiunea transversala, iar roata inferioara este bombata.
Cavitatea cadrului in forma de C se numeste gat. Cele mai mari masini au gatul de marimea de 120 cm (48 inch), in timp ce masinile mai mici au gaturi de marimea de aproximativ 60 cm (24 inch). C-ul are pozitie verticala si este sprijinit de un cadru. Marimea gatului determina de obicei marimea maxima a tablei pe care operatorul o poate plasa in masina si cu care poate lucra usor. La unele masini, operatorul poate invarti rotile superioara si inferioara la 90 de grade spre cadru pentru ca piesa de lucru sa ajunga la marimea maxima. Pentru ca masina functioneaza cu o anumita presiune exercitata intre roti asupra materialului si pentru ca presiunea se schimba atunci cand materialul se subtiaza, falca inferioara si batiul cadrului care sustine roata inferioara este reglabila. Se poate misca cu un cric hidraulic pentru masini fabricate pentru tabla. Cand materialul se subtiaza, operatorul trebuie sa regleze presiunea pentru a echilibra.
 Designul cadrului reprezinta cel mai important element al acestui dispozitiv simplu. Rotile s-au schimbat foarte putin din secolul 19. Primele masini englezesti (spre deosebire de versiunile americane), cum ar fi Edwards, Kendrick, Brown, Boggs si Ranalah etc. au cadre din fonta. Rotile, fabricate in timpul secolului 19, aveau rulmenti simpli din metal Babbitt, ceea ce facea dificil de apasat si de tras metalul cand este operat la presiune ridicata. Mai tarziu, cand au aparut rulmentii cu bile, masinile au fost folosite pentru material tare si gros, cum ar fi otelul 1/8. In ciuda avantajelor fontei, are mai putin de jumatate din duritatea otelului si cateodata trebuie chiar inlocuita cu otel cand este nevoie de un cadru mai dur. Printre designurile cunoscute se numara cadrele din otel fabricate din placi solide taiate cu flacara, sau cadre construite din placi taiate si sudate. Tevile din otel, de obicei de sectiune patrata, au fost folosite pentru cadre de roti englezesti in ultimii 30 de ani, mai ales in SUA, unde modelarea tablei a devenit atat un hobby, cat si o afacere. Masinile cu cadru din tevi au un pret rezonabil si sunt disponibile ca masini construite set. Cadrele tubulare mai dense au un soclu de fixare triunghiular. Sunt mai eficace pe materiale subtiri sau moi, cum ar fi otel aliat 20 sau aluminiu 0.63. Masinile cu cadru turnat inca sunt disponibile.
Designul cadrului reprezinta cel mai important element al acestui dispozitiv simplu. Rotile s-au schimbat foarte putin din secolul 19. Primele masini englezesti (spre deosebire de versiunile americane), cum ar fi Edwards, Kendrick, Brown, Boggs si Ranalah etc. au cadre din fonta. Rotile, fabricate in timpul secolului 19, aveau rulmenti simpli din metal Babbitt, ceea ce facea dificil de apasat si de tras metalul cand este operat la presiune ridicata. Mai tarziu, cand au aparut rulmentii cu bile, masinile au fost folosite pentru material tare si gros, cum ar fi otelul 1/8. In ciuda avantajelor fontei, are mai putin de jumatate din duritatea otelului si cateodata trebuie chiar inlocuita cu otel cand este nevoie de un cadru mai dur. Printre designurile cunoscute se numara cadrele din otel fabricate din placi solide taiate cu flacara, sau cadre construite din placi taiate si sudate. Tevile din otel, de obicei de sectiune patrata, au fost folosite pentru cadre de roti englezesti in ultimii 30 de ani, mai ales in SUA, unde modelarea tablei a devenit atat un hobby, cat si o afacere. Masinile cu cadru din tevi au un pret rezonabil si sunt disponibile ca masini construite set. Cadrele tubulare mai dense au un soclu de fixare triunghiular. Sunt mai eficace pe materiale subtiri sau moi, cum ar fi otel aliat 20 sau aluminiu 0.63. Masinile cu cadru turnat inca sunt disponibile.
O roata englezeasca dotata corespunzator are o varietate de roti inferioare. Rotile inferioare, la fel ca nicovalele folosite cu ciocane in tinichigerie, sunt folosite pentru formarea curburii piesei de lucru.
Operare roata englezeasca
Operatorul masinii plaseaza tabla intre roata inferioara si roata superioara. Acest proces extinde materialul si il face mai subtire. In timp ce materialul se extinde, formeaza o suprafata convexa deasupra rotii inferioare. Aceasta suprafata este cunoscuta ca si “coroana”. O suprafata cu coroana inalta este foarte curbata, iar o suprafata cu coroana redusa este usor curbata. Rezistenta si stabilitatea suprafetei unei piese de prelucrat este data de zonele ce coroana inalta. Raza suprafetei dupa prelucrare depinde de gradul la care metalul piesei de lucru se extinde din mijloc pana la marginea. Daca se extinde prea mult in mijloc, operatorul poate reface forma prin intinderea marginii piesei. Intinderea marginii piesei de lucru are acelasi efect in corectarea deformarii ca si strangerea direct in zona intinsa prea mult. Acest lucru se intampla deoarece marginea tine forma pe loc. Strangerea marginii inainte de intindere ajuta la formarea modelului in timpul intinderii. Prin strangere, suprafata este redusa, ingrosand tabla. Strangerea la mana este mai greu de realizat decat folosind unelte de tinichigerie sau intindere. Foile de aluminiu trebuie calite inainte de intindere deoarece intinderea la presa ingreuneaza lucrul.
Rezistenta este data de prelucrarea marginii prin flansare sau cuplare, dupa realizarea schitei suprafetei. Flansa este atat de importanta pentru forma suprafetei finale, incat se pot fabrica panouri doar din strangerea si intinderea flansei si nu a suprafetei.
Ajustare roata englezeasca
Presiunea in zona de contact, care variaza in functie de raza rotii inferioare si presiunea surubului de reglare si numarul de intinderi determina gradul la care este intins materialul. Unii operatori folosesc un picior de reglare pentru a mentine presiunea constanta la table de grosimi diferite pentru nivelare, pentru a manevra piesa de prelucrare cu ambele maini. Acest tip de ajustor este util si pentru imbinarea marginii zonelor cu coroana inalta care sunt mai subtiri, cu zone cu coroana joasa care sunt putin intinse. Un dezavantaj al piciorului de reglare este ca poate fi un obstacol pentru panouri foarte curbate longitudinal, cum ar fi aparatoare de noroi (aripi) folosite la motociclete, masini sport si masini cum ar fi Lotus/Caterham 7.
Pentru a rezolva aceasta problema, unele roti englezesti au un ajustor de mana sub suportul de roata pentru ca aceste panouri sa se indoaie liber dedesubt. Acest tip de masina are de obicei un cadru diagonal inferior in forma de C, care se indoaie inspre podea, cu un ajustor de mana aproape de suportul de roata, in locul ajustorului de mana orizontal si vertical. Un alt tip de ajustor misca roata de sus in sus si in jos, in timp ce roata de jos este nemiscata.
Modelare roata englezeasca
La fiecare etapa de fabricare, operatorul trebuie sa tina cont de forma pe care vor sa o reproduca. Pentru asta pot folosi sabloane din hartie, capre, sabloane de ghidare, sabloane profilate si un panou. Unele roti englezesti au o maneta de declansare rapida, care permite operatorului sa indeparteze roata inferioara de roata superioara pentru ca piesa de prelucrat sa fie scoasa si introdusa rapid fara pierderea presiunii, economisind timp.
Operatorul trebuie sa aiba multa rabdare pentru multe indreptari intr-o zona a tablei pentru a capata forma corecta. Pot face mai multe indreptari in plus cu diferite roti in diferite directii (de exemplu: la 90 de grade pentru o curbura dubla) pentru a obtine forma dorita.
Prea multa presiune duce la ondularea, deteriorarea si deformarea tablei, in timp ce prea putina presiune face ca lucrul sa dureze prea mult timp.
Intinderea doar intr-o parte a panoului poate cauza deformarea in zone adiacente. Ridicarea sau intinderea unei zone face ca unele zone sa coboare, iar incercand sa indreptati asta, unele zone se pot distanta de panoul original. Asta se intampla deoarece zonele curbate ale panoului cauzate de intindere, influenteaza forma panoului mai mult decat credem. Asta inseamna ca operatorul trebuie sa lucreze o zona mare de panou, inlaturand aceste efecte secundare in timp ce apar alte efecte secundare care trebuie reparate.